
brasion resistant (AR) steel plate is harder and tougher than high-strength structural plate and lasts four times longer. Tough yet formable, AR has primarily made its mark in mining and construction equipment. Growing demand to lightweight parts for mobile machinery-related applications has fabricators embracing the high-carbon alloy over more traditional choices such as other high-strength steels and aluminum.
“With fuel prices going up, if a truck is even 1 to 2 tons lighter, that helps a fleet operator save money and improve vehicle efficiency,” says Julio Alcacer, international sales manager for Rolleri USA.
“With ongoing logistics problems, this niche has grown aggressively in North America over the last two years.”
Headquartered in Vigolzone, Italy, Rolleri has designed and built precision press brake tooling since 1987. The company has 17 branches worldwide and has built its business on mastering the science behind bending challenging materials.
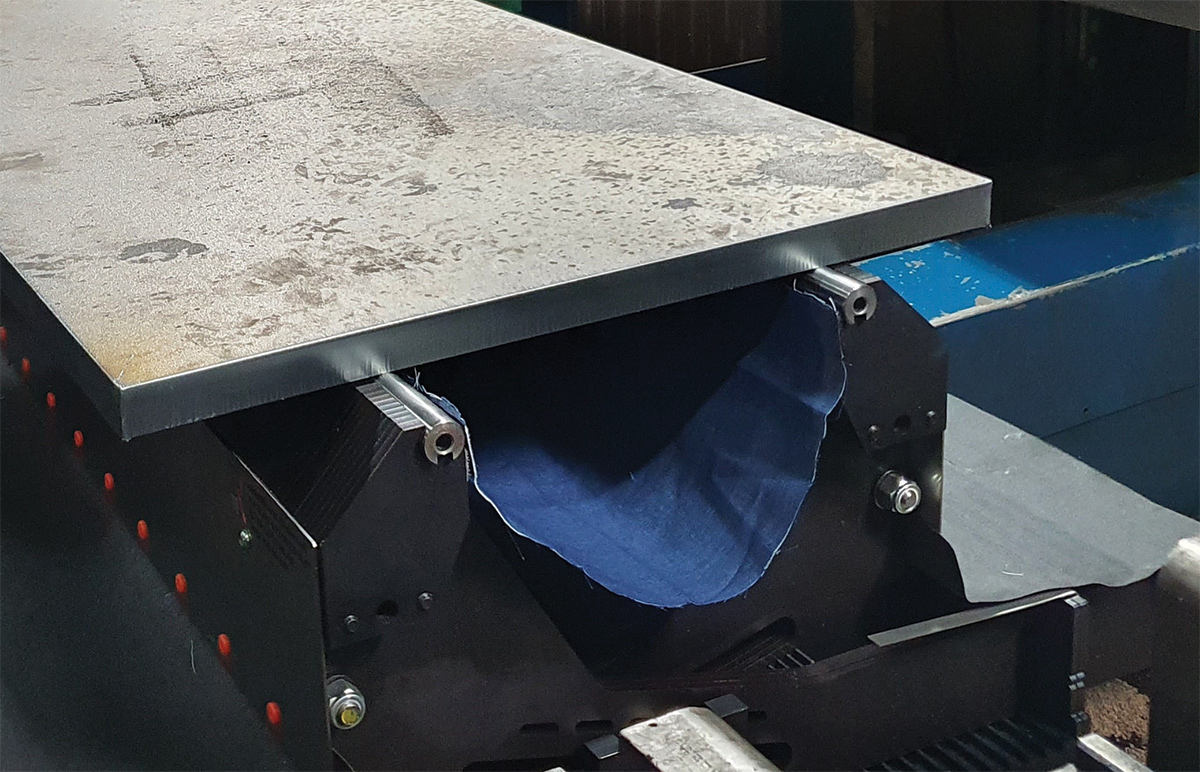
AR steels are created with alloys such as manganese, nickel, silicon or molybdenum and tempered to increase hardness. Such hardness makes the material attractive for lightweighting applications but can also create problems when it comes to bending parts. AR steels must be bent on a larger surface to avoid cracking. The process also dictates the use of upper tooling with a larger radius.
 We can help fabricators eliminate press brake dead time and poor quality parts.
We can help fabricators eliminate press brake dead time and poor quality parts. 
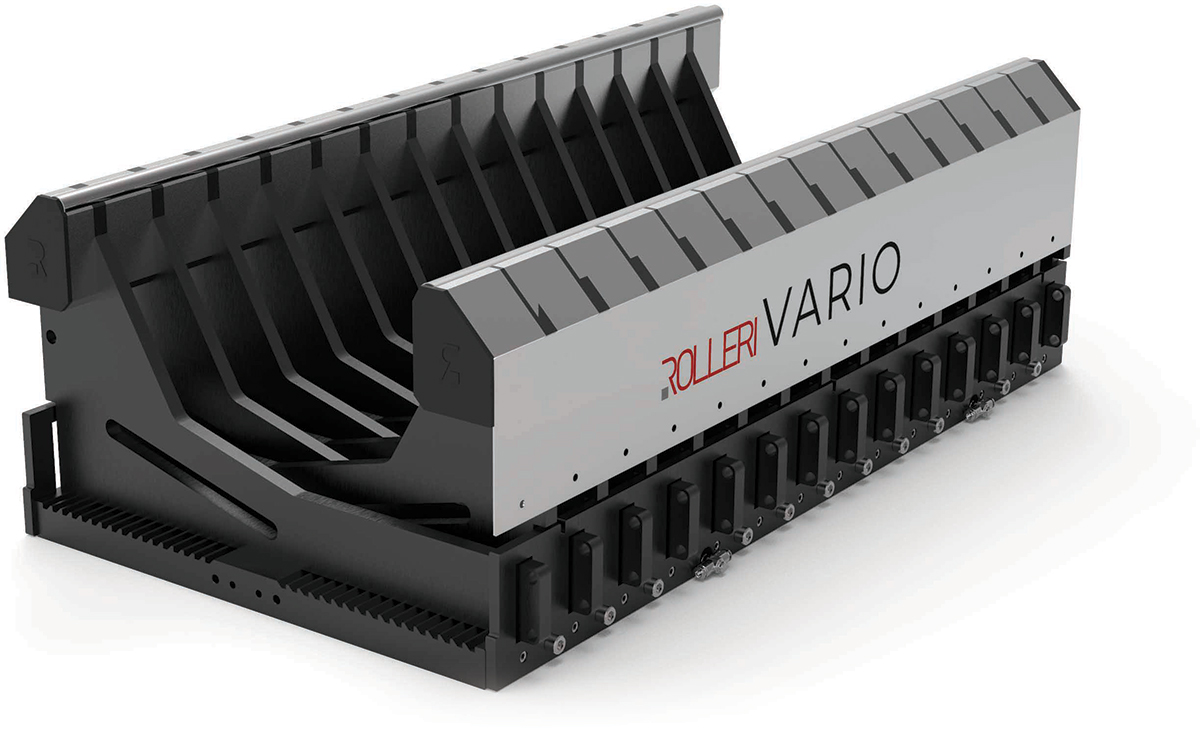
To eliminate scrap and help manufacturers achieve precision parts from AR steels, Rolleri developed the adjustable Vario. A patented system of variable V slots, the tooling uses a V-shaped die opening to support the strength-to-weight ratio for each piece of steel to be formed. The Vario’s ribbed design allows the V die to be built with laminar steel versus solid plate. Lighter tooling is easier to move, yet provides enough resistance to withstand 100 tons per linear foot.


Rolleri designed and developed the Vario based on intelligence it gained from its first concept—a massive shim channel die. “It had a couple of problems,” recalls Alcacer. “It could take up to four hours to change tooling on a 20-ft. to 24-ft.-long press brake. There was also considerable transportation and material costs. The Vario eliminates those issues.”
Alcacer sees demand for AR steel continuing to grow in the foreseeable future. “Rolleri has 30 years of bending experience,” Alcacer says. “We know what fabricators will encounter. Every day is a new challenge.”